[点晴模切ERP]一文聊懂MRP的工作原理
当前位置:点晴教程→点晴ERP企业管理信息系统
→『 生产管理 』
数字工厂需要了解的几个关键计划,在这几个计划当中,MRP(物料需求计划)可以说是非常重要的一个。MPR不但关系到企业的直接运营成本,而且对企业的生产效率也是非常关键。任何一个制造企业的管理者都应该多多少少了解MRP的相关运行知识。 1 --什么是MRP?-- 在制造业中,物料需求计划(Material Requirements Planning,简称MRP)是一个至关重要的概念。它不仅是生产管理的核心工具,更是企业资源规划(ERP)系统的基础。下面先谈谈MRP的概念及发展史。 一、MRP的概念 MRP(Material Requirements Planning,简称MRP),即物料需求计划,是一种基于计算机的系统,用于管理和规划制造过程中所需的物料。它的主要目标是确保在生产过程中,所需的原材料和零部件能够在正确的时间、以正确的数量到达正确的地点。通过MRP系统,企业可以有效地减少库存成本、提高生产效率、缩短交货周期,并最终提升客户满意度。MRP的核心功能包括: 1.物料需求计算:根据生产计划、库存水平和物料清单(BOM),计算出所需的物料数量和时间。 2.采购计划:生成采购订单,确保物料按时到达。 3.生产计划:安排生产任务,确保生产线的顺畅运行。 4.库存管理:实时监控库存水平,避免物料短缺或过剩。 二、MRP的发展历史 MRP的概念最早可以追溯到20世纪40年代,当时美国军方在二战期间开发了一种名为“经济订货量”(EOQ)的库存管理方法。然而,真正的MRP系统是在20世纪60年代由IBM的约瑟夫·奥利基(Joseph Orlicky)和奥利弗·怀特(Oliver Wight)等人提出的。 1.MRP的诞生(1960s) 在20世纪60年代,随着计算机技术的发展,制造业开始寻求更高效的库存管理方法。1964年,IBM开发了第一个MRP系统,名为“物料需求计划系统”(Material Requirements Planning System)。这一系统通过计算机处理大量数据,帮助企业更准确地预测物料需求,从而减少库存积压和生产延误。 2.MRP II的兴起(1970s-1980s) 到了20世纪70年代,MRP系统逐渐演变为MRP II(Manufacturing Resource Planning),即制造资源计划。MRP II不仅包括物料需求计划,还涵盖了生产计划、车间控制、采购管理、财务管理等多个方面。这一阶段的MRP II系统更加全面,能够更好地协调企业内部的各项资源。 3.ERP的整合(1990s至今) 进入20世纪90年代,随着企业资源规划(ERP)系统的兴起,MRP逐渐成为ERP系统中的一个核心模块。ERP系统整合了企业的所有业务流程,包括财务、人力资源、供应链管理等,而MRP则作为其中的一个关键组成部分,继续发挥着重要作用。 三、MRP在现代制造业中的应用 在现代制造业中,MRP系统已经成为不可或缺的工具。它不仅帮助企业优化库存管理,还能提高生产效率、降低成本、增强市场竞争力。 1.库存优化 通过MRP系统,企业可以实时监控库存水平,避免物料短缺或过剩。系统根据生产计划和库存数据,自动生成采购订单,确保物料按时到达,从而减少库存积压和资金占用。 2.生产计划优化 MRP系统能够根据订单需求和生产能力,自动生成生产计划。企业可以根据系统提供的数据,合理安排生产任务,避免生产线闲置或过度负荷,从而提高生产效率。 3.供应链协同 MRP系统不仅关注企业内部的生产和库存管理,还能与供应商、客户等外部合作伙伴进行协同。通过MRP系统,企业可以实时共享物料需求信息,确保供应链的顺畅运作,缩短交货周期,提高客户满意度。 4.成本控制 通过MRP系统,企业可以更准确地预测物料需求,避免不必要的采购和生产浪费。系统还能帮助企业分析生产成本,找出成本控制的潜在机会,从而降低整体运营成本。 总而言之,MRP作为制造业的核心工具,经历了从简单到复杂、从单一到全面的发展过程。它不仅帮助企业优化库存管理、提高生产效率,还在现代供应链管理中发挥着重要作用。随着技术的不断进步,MRP系统将继续进化,为制造业带来更多的创新和价值。 无论是传统制造企业还是新兴的智能制造企业,MRP系统都是不可或缺的利器。通过深入了解和应用MRP,企业可以在激烈的市场竞争中占据先机,实现可持续发展。 2 --MRP的工作原理-- MRP是现代制造业中不可或缺的管理工具。它通过科学的计算和规划,帮助企业实现物料的高效管理,从而优化生产流程、降低库存成本、提高生产效率。下面介绍MRP究竟是如何工作的? 一、MRP的工作原理 MRP的核心目标是根据生产计划,精确计算出所需的物料数量和时间,并生成相应的采购和生产指令。它的工作原理可以概括为以下几个步骤: 1. 输入基础数据 MRP系统的运行依赖于三大基础数据: 主生产计划(MPS):这是MRP的起点,明确了企业需要生产什么产品、生产多少以及何时完成。 物料清单(BOM):BOM是产品的“配方”,列出了生产一件成品所需的所有原材料、零部件及其数量。 库存记录:包括当前库存水平、在途物料(已订购但未到货的物料)以及安全库存等信息。 这些数据是MRP系统进行计算的基础,确保系统能够准确了解企业的生产需求和资源状况。 2.计算净需求 MRP系统通过以下步骤计算净需求: 总需求计算:根据主生产计划和物料清单,计算出每种物料的总需求量。 可用库存计算:从总需求中减去当前库存和在途物料,得到净需求。 考虑安全库存:如果库存低于安全库存水平,系统会自动增加需求,以确保生产的连续性。 3.生成计划订单 根据净需求,MRP系统会生成两种类型的计划订单: 生产订单:对于需要内部生产的物料,系统会生成生产计划,明确生产数量和时间。 采购订单:对于需要外部采购的物料,系统会生成采购计划,明确采购数量和时间。 4.时间分段和排程 MRP系统会将计划订单按时间分段,确保物料能够在正确的时间到达生产线。这一过程需要考虑物料的采购提前期、生产提前期以及运输时间等因素。 5.动态调整 MRP系统是动态的,能够根据实际生产情况(如订单变更、库存变化、供应商延迟等)实时调整计划,确保生产过程的连续性和高效性。
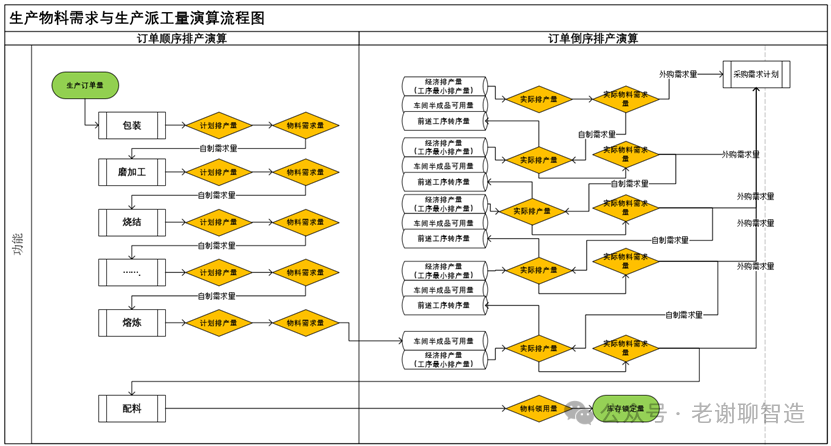
在磁材加工行业的MRP设计案例 二、MRP运行时需要注意的问题 尽管MRP系统功能强大,但在实际运行中,企业仍需注意以下问题,以确保系统的有效性和可靠性: 1.数据的准确性 MRP系统的输出结果完全依赖于输入数据的准确性。如果主生产计划、BOM或库存记录存在错误,MRP的计算结果将失去意义。因此,企业需要建立严格的数据管理制度,确保数据的及时更新和准确性。 2.动态调整的灵活性 生产过程中常常会出现意外情况,如订单变更、设备故障、供应商延迟等。MRP系统需要具备足够的灵活性,能够快速响应这些变化并调整计划。 3.BOM的复杂性 对于结构复杂的产品,BOM的维护可能非常繁琐。企业需要确保BOM的完整性和准确性,避免因BOM错误导致物料需求计算失误。 4.提前期的合理设置 MRP系统依赖于提前期(采购提前期、生产提前期等)来安排物料到达时间。如果提前期设置不合理,可能导致物料过早或过晚到达,影响生产进度。 5.系统集成 MRP系统通常需要与其他系统(如ERP、供应链管理系统)集成,以实现数据的无缝流动。企业需要确保系统之间的兼容性和数据一致性,避免信息孤岛。 6.人员培训 MRP系统的有效运行离不开操作人员的熟练使用。企业需要加强对员工的培训,确保他们能够正确理解和使用MRP系统。 总之,MRP作为制造业物料管理的核心工具,其重要性不言而喻。通过科学的工作原理和高效的运行机制,MRP帮助企业实现了物料需求的可视化、计划的可控化以及生产的精益化。然而,MRP的成功运行离不开准确的数据、合理的设置和人员的配合。只有充分理解MRP的工作原理并注意运行中的关键问题,企业才能真正发挥MRP的价值,提升竞争力。 3 --MRP在数字化工厂的应用-- 随着工业4.0和数字化转型的深入推进,数字工厂正在成为制造业的未来趋势。在这一背景下, MRP作为制造业的核心管理工具,正在数字工厂中发挥越来越重要的作用。 一、MRP在数字工厂中的应用与作用 在数字工厂中,MRP系统通过与物联网、大数据、人工智能等技术的深度融合,实现了更高效、更智能的物料管理。以下是MRP在数字工厂中的主要应用与作用: 1.实时数据驱动的需求计算 在传统工厂中,MRP系统的需求计算依赖于静态数据(如主生产计划、BOM等)。而在数字工厂中,MRP系统可以通过物联网设备实时采集生产数据(如库存水平、设备状态、订单进度等),并结合大数据分析技术,动态调整物料需求计划。这种实时性大大提高了计划的准确性和响应速度。 2.智能化的库存管理 数字工厂中的MRP系统可以通过智能仓储系统(如自动化立体仓库)实时监控库存状态,并根据生产需求自动生成补货指令。此外,系统还可以通过机器学习算法预测未来的库存需求,避免物料短缺或过剩。 3.柔性生产的支持 数字工厂需要具备快速响应市场需求变化的能力。MRP系统通过动态调整生产计划和物料需求,支持多品种、小批量的柔性生产模式。例如,当客户订单发生变化时,MRP系统可以快速重新计算物料需求,并调整采购和生产计划。 4.供应链的协同优化 在数字工厂中,MRP系统不仅关注企业内部的生产和库存管理,还可以与供应商、客户等外部合作伙伴实现数据共享和协同。例如,系统可以根据生产计划自动向供应商发送采购订单,并实时跟踪物料的运输状态,确保供应链的高效运作。 5.资源的最优配置 MRP系统通过精确计算物料需求,帮助企业实现资源的最优配置。例如,系统可以根据生产计划合理安排设备的使用时间,避免设备闲置或过度负荷。此外,系统还可以优化人力资源的分配,提高生产效率。 二、MRP在数字工厂中的未来发展趋势 随着技术的不断进步,MRP系统在数字工厂中的应用将更加广泛和深入。以下是MRP未来的几个发展趋势: 1.与人工智能的深度融合 未来的MRP系统将更加智能化。通过引入人工智能和机器学习技术,系统可以自动分析历史数据、预测市场需求、优化生产计划,并实时调整物料需求。例如,系统可以根据市场趋势和客户行为预测未来的订单需求,并提前生成采购和生产计划。 2.实时化与自动化 随着物联网技术的发展,MRP系统将实现更高程度的实时化和自动化。例如,系统可以通过传感器实时监控生产线的状态,并根据实际生产进度自动调整物料需求计划。此外,系统还可以与自动化设备(如机器人、AGV等)无缝集成,实现全流程的自动化执行。 3.云端化与协同化 未来的MRP系统将更加注重云端化和协同化。通过云端部署,企业可以实现多地点、多工厂的数据共享和协同。此外,系统还可以与供应链上下游企业实现数据互通,构建端到端的数字化供应链。 4.与数字孪生技术的结合 数字孪生(Digital Twin)技术是数字工厂的重要组成部分。未来的MRP系统可以与数字孪生技术结合,构建虚拟的生产环境,模拟物料需求、生产计划和供应链运作,从而优化实际生产流程。 5.绿色制造的支持 随着绿色制造理念的普及,MRP系统将在资源节约和环境保护方面发挥更大作用。例如,系统可以通过优化物料需求计划,减少原材料浪费;通过优化供应链,降低运输过程中的碳排放。 总而言之,在数字工厂的浪潮下,MRP系统正在从传统的物料管理工具进化为智能化的生产决策引擎。通过与物联网、大数据、人工智能等技术的深度融合,MRP系统在数字工厂中发挥着越来越重要的作用,帮助企业实现资源的最优配置、生产效率的最大化以及供应链的协同优化。 点晴模切ERP更多信息:http://moqie.clicksun.cn,联系电话:4001861886 该文章在 2025/3/6 16:52:33 编辑过 |
关键字查询
相关文章
正在查询... 



|


 400 186 1886
400 186 1886